





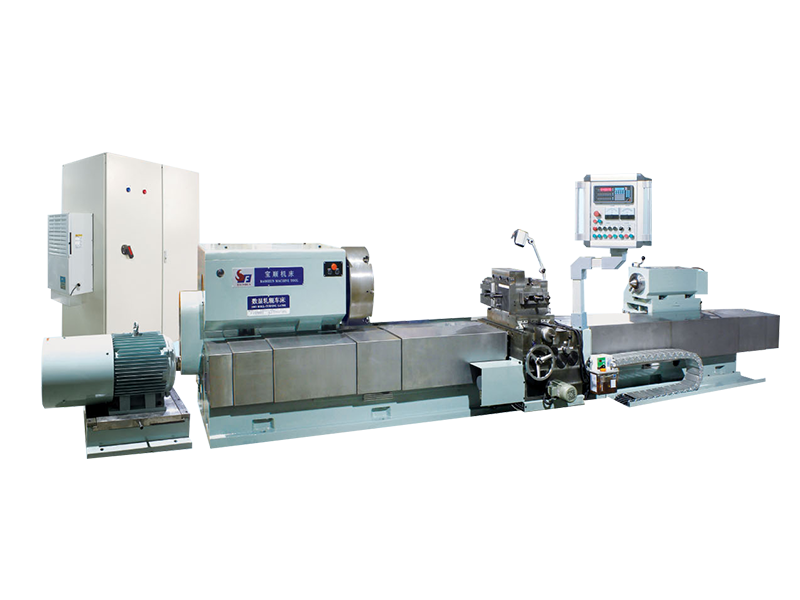
는 대구경 롤에서 달성할 수 있는 일반적인 공차 사용하여 디지털 디스플레이 롤 선반 기계 강성, 작업자 기술, 툴링 상태 및 디지털 판독 시스템의 정밀도를 포함한 여러 요소에 따라 달라집니다. 그러나 일반적인 업계 관행에서는 다음과 같은 허용 오차가 예상될 수 있습니다.
일반적인 범위 : ±0.02mm ~ ±0.05mm
고정밀 범위 (최적의 설정 및 툴링 포함): ±0.01mm
영향을 미치는 요인 :
디지털 디스플레이 해상도(종종 0.01mm 이상)
리드 스크류 및 슬라이드의 마모 및 백래시
재료 유형 및 절삭력 역학
일반적인 범위 : 0.01mm ~ 0.03mm TIR(총 표시기 판독값)
종속 대상 :
척 및 심압대 정렬
스핀들 동심도
공구 강성 및 진동 감쇠
일반적인 달성 가능한 마감 : Ra 1.6–3.2 µm (가공 마무리)
향상된 마감 (초경 또는 CBN 툴링 및 제어된 이송 사용): Ra 0.8 µm 이상
참고 : 마감 품질은 디지털 판독으로 직접 제어되지 않지만 디지털 디스플레이를 통해 정밀한 깊이 제어가 가능해 일관된 이송과 절단 깊이를 유지하는 데 도움이 됩니다.
테이퍼 제어 : 세심한 조정과 정확한 표시로 1m 이상 0.01mm 이내 가능
길이에 따른 직진도 :
일반적으로 0.02mm/m 이내
베드 정렬, 롤 지지(안정적인 휴식) 및 열 성장의 영향을 받습니다.
축 길이 제어(어깨/스텝 기능) : ±0.02mm ~ ±0.05mm depending on machine scale resolution and backlash compensation
디지털 디스플레이 롤 선반은 축 위치에 대한 정확한 판독 기능을 제공하지만 CNC 시스템에서 볼 수 있는 자동 피드백 수정 기능이 부족합니다. 따라서 공차는 다음에 더 의존합니다.
수동 작업자 조정
기계의 기계적 무결성
공구 설정 및 마모 관리의 일관성
숙련된 인력이 잘 관리된 디지털 디스플레이 롤 선반을 사용하면 다음과 같은 목표를 지속적으로 달성할 수 있습니다.
치수 공차 : ±0.02~0.05mm
진원도 및 직진도 : 0.01~0.03mm 이내
표면 마무리 : Ra 1.6–3.2 µm 또는 최적화된 툴링 사용 시 그 이상
더 엄격한 공차를 위해서는 CNC 롤 선반 또는 하이브리드 디지털-CNC 시스템이 더 적합할 수 있습니다.

 Download Material
Download Material
Copyright@ 강소 Dingshun 중장비 공작 기계 유한 회사 모든 권리 보유.



















